| 厂家/产地 | 纵横机械/洛阳 |
|---|---|
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |

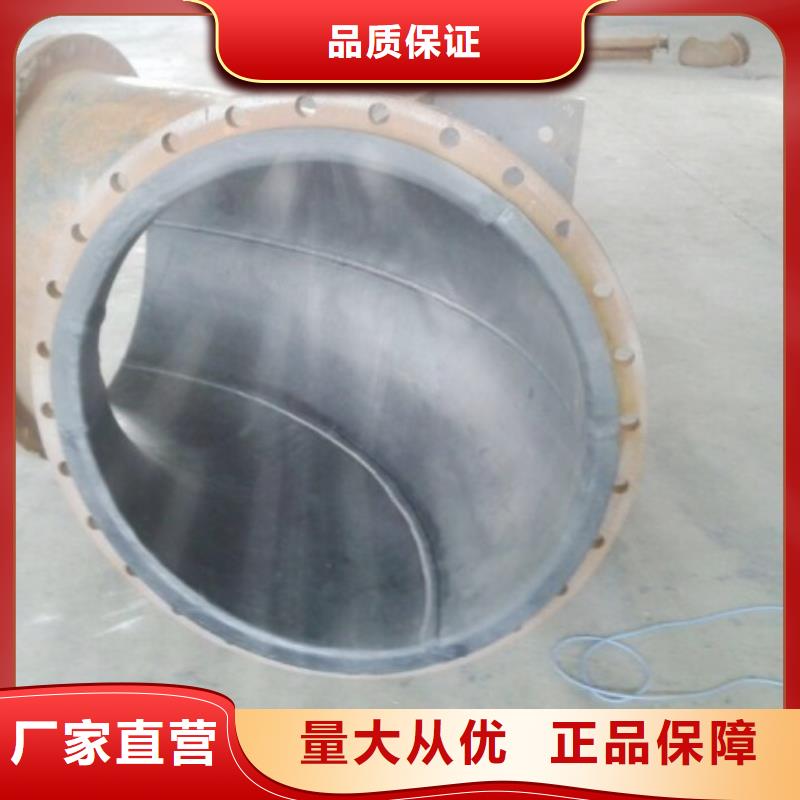
电厂脱硫管道制作工艺:
脱硫管道采用钢管作骨架材料,以耐磨、防腐、耐热等优异的橡胶作为衬里层,利用橡胶的高弹性、高气密性、耐冲击性、耐磨性、耐候性、耐辐射性、耐化学介质性和吸收振动等独特性能,使用高性能的粘合剂经特殊工艺复合硫化成型。
电厂脱硫管道工艺流程:
1、金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2、喷砂处理:喷砂是采用吸入式喷砂法,操作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3、胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4、钢管与橡胶粘接后表面达到:1平整 2光滑 3无气孔 4无凹陷 5无死角。
电厂脱硫管道加工中的几个步骤:
设备缺陷处理→二次胶浆涂刷→三次胶浆涂刷贴衬→中间检查→硫化→成品检查→成品→修理
电厂脱硫管道性能优点:
衬胶管道具有高耐磨、耐水锤冲击、耐酸碱盐腐蚀、抗高温、缓结垢、粘拉强度高、运行阻力小、输送介质广、输送效率高、使用寿命长、节电节材、减小输送介质对管壁的冲击磨损等多项优点。


齐齐哈尔布拉尔基电厂衬胶管道项目
衬胶管道可根据胶板的性能,选择出脱硫管道合适的衬里胶板:
1,衬里橡胶:丁基胶板
2,法兰橡胶:丁基胶板
3,胶板性能:耐一定的酸或碱溶液PH值3-12范围;
4,耐温情况:-50℃~150℃,满足用户情况;
5,压力情况:丁基衬胶管 耐压为4MPa,满足用户要求;
6,连接情况:法兰面衬胶。
浆液输送衬胶管道运用橡胶的“以柔克刚”原理高弹性橡胶极易于密封,并可在一定程度上吸收热胀冷缩所造成的变形。
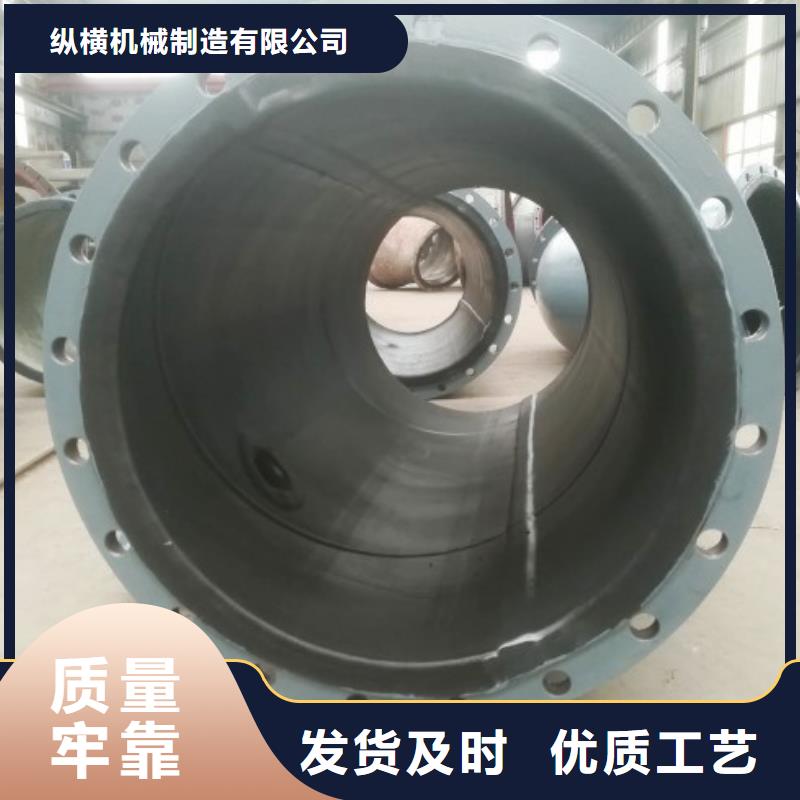
喷浆浆液输送衬胶管道结构:
1,内层为进口天然橡胶加工,其优势特点是抗磨,防腐,防结垢(液压冲击和套管伸缩蠕动,使得内管壁不可能结垢)。
2,外层为优质碳钢管,保护胶管内体不受外部环境损伤和侵蚀,大大延长工作寿命。
浆液输送衬胶管道加工中的四五个步骤:
设备缺陷处理→二次胶浆涂刷→三次胶浆涂刷贴衬→中间检查→硫化→特定成品检查→制品→修理
衬胶管道性能亮点:衬胶管道具备高耐磨,耐水锤冲击,耐酸碱盐腐蚀,抗高温,缓结垢,粘拉强度高,运行阻力小,输送介质广,输送效率高,使用寿命长,节电节材,减小输送介质对管壁的冲击严重摩擦等多项亮点。



纵横机械制造有限公司可做如下承诺:
1、可以保证 甘肃甘南循环浆液衬胶管价格与同行业相比较低;
2、全国统一价格:制作的 甘肃甘南循环浆液衬胶管不分地域,全国统一价格。
3 、 甘肃甘南循环浆液衬胶管质量保证, 经营理念:信守于胸,惠至于人。服务铸就形象,信誉成就辉煌。



衬胶管道优点:
1、结构优良:管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,采用特殊工艺经公司的专业硫化设备复合硫化成型,克服了钢管耐压不耐磨, 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。
2、耐磨性能好, 寿命长:磨耗值测试结果一般在0.03~0.20 cm3/1.61km范围内,约为塑料的3~5倍,耐磨性比钢管高4-6倍。
3、强度高, 抗冲击性高:橡胶弹性体的密度低(1.2g/cm3),重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度, 刚性好, 不产生蠕变,抗冲击,抗震, 抗水锤性能强,便于运输, 安装和维护。
4、防腐性能卓越:我公司采用的内衬橡胶化学性能非常稳定,能耐绝大多数腐蚀性介质和有机溶剂的侵蚀,比聚乙烯、聚丙烯、尼龙、ABS等塑料更耐腐蚀。除强氧化性酸液外,在一定温度和浓度范围内能耐各种腐蚀性介质(酸、碱、盐)及有机介质(萘溶剂除外),在20℃和80℃的80种有机溶剂中浸滞30天,外表无任何反常现象,其它物理性能也几乎没有变化。
衬胶管道制造工艺简述
(1)根据买方盖章图纸要求的长度切割钢管,切割后进行焊接法兰。
(2)待质检人员检查合格后在二保自动焊接机上进行焊接,焊接时先焊里几遍,然后焊外口,焊缝高度不低于小板厚,焊完后检查无气孔、砂眼、漏焊时,转入喷砂工序。
(3)焊缝检验:按标准抽检。
(4)喷砂时钢管内壁不允许有锈迹,均允一致,以保证衬胶粘接强度要求,达到Sa2.5以上级别,经检验合格后转入脱脂程序。
(5)脱脂后进行钢管、突台刷粘合剂,干燥后再刷涂一遍胶浆。待干燥后两头封好,存放在指定地点待用。
(6)挤出无缝胶管。按产品所需用的胶种切胶、进行混炼、开炼、待放一定时间,按根据胶管的直径及厚度挤出耐磨无缝胶管。
(7)无缝胶管根据管道长度进行裁剪,汽油清洗后打毛,刷涂一层胶浆。待干后棉布盖住待用。如对于管件(如弯管冲击外弧、三通相贯线等)有局部加厚,需根据图纸要求下料加厚胶片,并进行打毛刷胶浆处理。
(8)复合胀管:
将局部加厚(如果有)的胶片贴到图纸指定位置后,将处理好的胶管放入钢管内,选用定制的气囊穿入无缝胶管内的一端,然后气囊通过牵引设备拖动,对胶管与钢管之间完全贴合。往返重复两次后,气囊放气后取出。
(9)上两端封头,用于成形管道端部的直角翻边和水纹线凹凸密封结构。
(10)按照硫化工艺,设定温度、时间、压力进行硫化。
(11)修整。
(12) 三油二布外防腐(根据甲方要求)。
(13)检验:进行外观、电火花、厚度检查。
(14)出厂前应根据订货清单对管道进行分类编号,并明显标识于管道外壁上。